All about Manufacturings
Wiki Article
Some Known Details About Hon Hai Precision
Table of ContentsThe Basic Principles Of Die Casting Rumored Buzz on Manufacturing IndustriesManufacturing Industries Can Be Fun For EveryoneSome Known Details About Lean Production
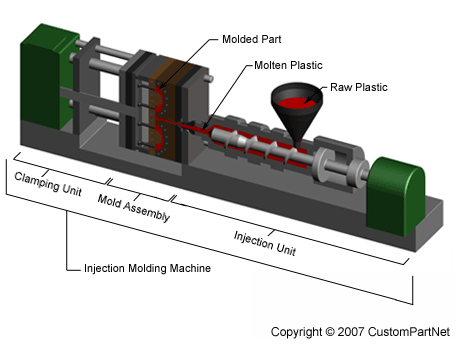
With injection moulding, pre-dried granular plastic is fed by a forced ram from a hopper into a warmed barrel. As the granules are gradually progressed by a screw-type bettor, the plastic is compelled into a heated chamber, where it is thawed. As the bettor advances, the melted plastic is compelled through a nozzle that relaxes versus the mould, allowing it to go into the mould dental caries via a gateway and runner system.The sequence of occasions throughout the injection mould of a plastic component is called the shot moulding cycle. The cycle starts when the mould closes, followed by the shot of the polymer right into the mould dental caries. When the cavity is filled up, a holding pressure is kept to make up for material shrinkage.

As soon as the cavity is 98% full, the equipment changes from rate control to stress control, where the dental caries is "loaded out" at a consistent stress, where enough rate to reach preferred pressures is required. This allows workers manage part measurements to within thousandths of an inch or far better. Like all industrial processes, shot molding can create mistaken components, even in toys.
What Does Mfg Do?
Tests are frequently done before full production runs in an effort to anticipate defects as well as identify the suitable specifications to utilize in the shot process.: 180 When loading a brand-new or unknown mould for the very first time, where shot size for that mould is unidentified, a technician/tool setter may carry out a dry run prior to a complete production run.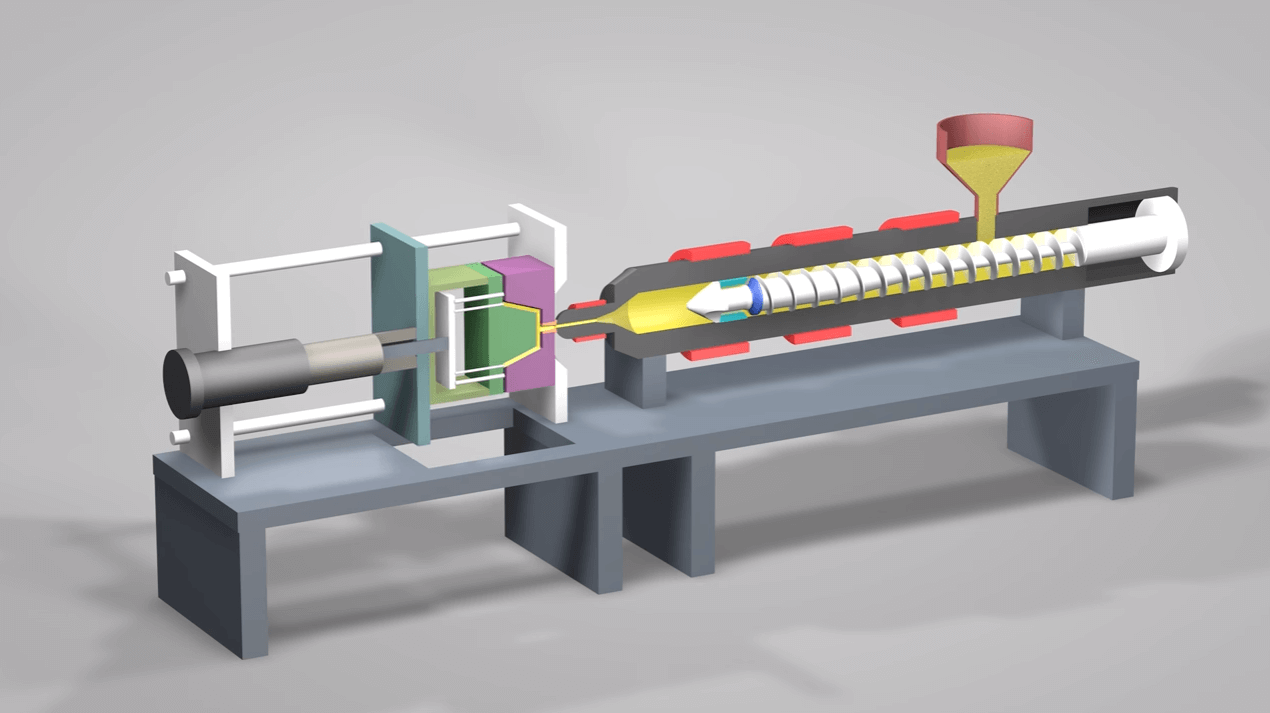
Holding pressure is raised until the components are without sinks as well as part weight has actually been attained. Moulding problems [modify] Injection moulding is a complex modern technology with feasible production problems. They can be created either by flaws in the moulds, or extra typically by the moulding process itself.: 4785 Moulding issues Alternate name Summaries Causes Blister Blistering Raised or split zone on surface of the component Tool or product is also hot, usually brought on by a lack of cooling down around the device or a faulty heater.
All about Hon Hai Precision
Installed particulates Foreign fragment (scorched product or other) ingrained in the part Particles on the device surface, infected material or international debris in the barrel, or way too much shear warm shedding the product prior to shot. Circulation lines Directionally "off tone" wavy lines or patterns Injection rates too sluggish (the plastic has cooled down way too much during injection, shot speeds need to be set as fast as is appropriate for the process and also material utilized).Loading also quick, not permitting the edges of the component to establish. Mould may be out of registration (when the two halves don't centre effectively and component walls are not the exact design for manufacturing same density). The given info is the usual understanding, Adjustment: The Lack of pack (not holding) stress (pack stress is utilized to load out although is the component during the holding time).
To put it simply, as the component reduces the resin separated from itself as there was not enough resin in the cavity. Deep space could happen at any type of location or the component is not restricted by the thickness but by the material circulation and also thermal conductivity, yet it is more probable to occur at thicker locations like ribs or employers.
Knit line/ Combine line/ Transfer line Discoloured line where two flow fronts satisfy Mould or worldly temperatures established also low (the product is cool when they fulfill, so they do not bond). Time for shift between injection and transfer (to packing as well as holding) is prematurely. Turning Altered part Cooling is too short, product is as well warm, absence of cooling around the tool, wrong water temperatures (the components bow inwards in the direction of the warm side of the device) Uneven diminishing between locations of the part.
The Buzz on Lean Manufacturing
125 inch wall thickness is +/- 0. The power needed for this procedure of injection moulding depends on lots of points and varies in between products made use of. Below is a table from web page 243 of the very same referral as previously pointed out that ideal illustrates the features pertinent to the power needed for the most commonly made use of materials.Along with installing examination systems on automated tools, multiple-axis robotics can get rid of components from the mould straight from the source and also position them for more procedures. Specific circumstances include removing of parts from the mould quickly after the components are developed, as well as applying machine vision systems. A robot grips the part after the ejector pins have been reached free the part from the mould.
However why is injection molding device manufacturing so effective? As well as just how does it function? To learn, allow's dig right into the subject and address every one of the crucial concerns, including what it is, the procedure behind it, its major benefits, and just how to pick the appropriate provider. What is pcb manufacturing Shot Molding? is the procedure of utilizing plastic to produce a wide array of components and also products.
The injection molding machine uses customized mold and mildews to load them out according to specifications, creating identical duplicates that can be personalized in a variety of ways. What's more, shot molding is a very functional procedure, permitting a large range of various materials and surfaces, that makes it a popular alternative in numerous industries with completely various objectives as well as needs - additive manufacturing.
Report this wiki page